レーザ溶着,樹脂の装置化・製作なら株式会社広島


 確かな技術力
確かな技術力全工程(打合せ、構想図提出、メカ設計、治具設計、ハード設計、ソフト設計、メカ組付、ハード工事、試運転調整、梱包、現地への搬入・据付)を弊社技術者が責任をもって一貫対応いたします。
 国内外に豊富な納入実績
国内外に豊富な納入実績3D CADを使用した治具・メカ設計で、ワークの傷の原因となる干渉など細部までチェック。
レーザ各種制御は経験豊富な技術者が行い、試運転時には念入りな確認・調整を徹底しています。
一貫体制の中、こうした丁寧な取組を全工程で着実に行い、高品質なレーザ溶着を実現いたします。
 高度な安全基準に対応可能
高度な安全基準に対応可能パフォーマンスレベル(ISO 13849-1)の安全カテゴリ4に対応可能で、大手自動車メーカーの安全基準をクリアした装置納入実績があります。ご要望のどんな安全基準にも対応いたします。
 海外現地対応と、スムーズなアフターフォロー体制
海外現地対応と、スムーズなアフターフォロー体制日本全国はもとより、海外での現地対応も可能です。アメリカ・メキシコ・インド・中国・チェコ・タイ・ブラジル・インドネシアでの装置立ち上げ調整・稼働実績があります。さらに弊社担当による万全なアフターフォロー体制も確立しています。機器追加のハード工事、プログラム変更や、レーザ溶着機載せ替え工事、故障への対応など、柔軟かつ迅速に対応いたします。

パナソニック製レーザ樹脂溶着機専用装置の為、ガルバノレーザの能力を100%引き出す設計です。

出力安定性±3%の高性能ファイバレーザ発振器と高精度ガルバノスキャナ搭載により安定した生産と高品質な樹脂溶着を実現します。
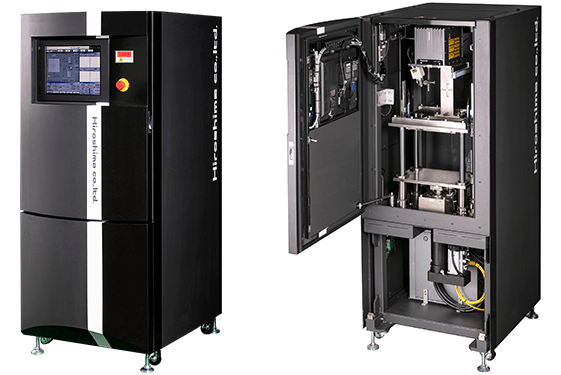
装置サイズ(W×H×D)
700×1690×950
詳しい仕様に関しましては、下記フォームよりダウンロードをお願い致します。

パナソニック(株)と共同特許出願中
▼世界初、加圧力可変制御について▼

導入効果の評価をしたい方におすすめの
レンタルサービスも行っています

レーザ条件、加圧力、沈み込み量などの細かいデータを蓄積することで良品・不良条件を量産時に反映できます。また、製品開発段階ではレーザ溶着に適した製品設計に変更することもできます。

VL-W1と装置のコントロールを一元化し、全ての操作はタッチパネルで完結。
使いやすさを向上しました。

エアシリンダ加圧とは異なり、精密な加圧/保圧制御が可能。
レーザ+加圧の一体制御にて、より高信頼性の溶着を実現します。

3種類の溶着モードを搭載する事で、様々なワーク形状、材質に最適な溶着条件の割り出しがより簡易に。

レーザヘッド、コントローラ、配線等を筐体内に収めました。
大きさもコンパクトにすることで省スペース化を図りました。
★装置サイズ(W×H×D) 700×1690×950

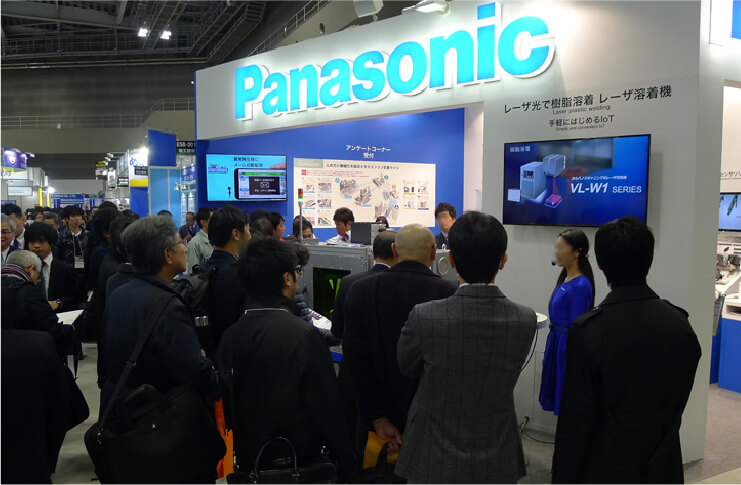
2017年の東京ビックサイトで開催されたオートモーティブワールドにてパナソニック(株)様のガルバノ式
レーザ発振器を搭載した装置を設計・製作し、共同出展しました。
GalWeld typeS
ガルウェルドタイプ S


 052-629-0021
052-629-0021
株式会社広島 〒459-8001 名古屋市緑区大高町字寅新田41番
愛知県知事届出(般12)第34759号、電気工事業届出番号第900017号


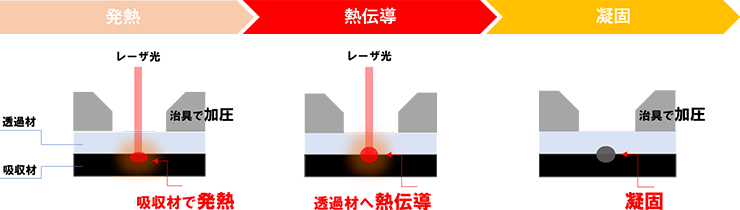
レーザ光を樹脂(プラスチック)に照射し、境界面に熱を発生させて樹脂同士を溶着させる工法です。
吸収材でレーザ光を吸収し発熱→透過材へ熱伝導で溶融し混ざり合い接合します。
接着剤やネジが不要
製品によっては気密性確保のパッキンも不要へ
超音波溶着や振動溶着と比較して、振動による内部部品へのダメージが無い
バリや粉塵も出にくい
狭い溶着幅でも気密性が得やすい
ネジ止めスペースやスナップフィット構造が不要
超音波溶着や振動溶着と比較して、製品毎に高額な型が不要な為、多品種への対応がしやすい
接着剤の硬化時間や、製品によってはパッキンを入れる工程が不要へ
デメリットとしては、


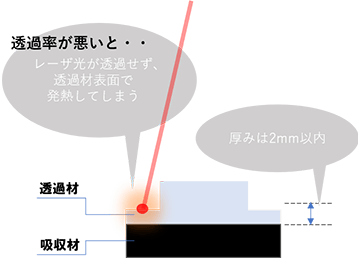





お客様の製品にとって、最適なレーザ加工条件を見つけるお手伝いをさせて頂きますので、是非ご相談下さい。

 052-629-002
052-629-002